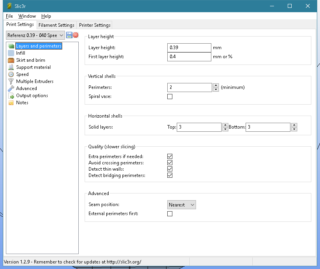
Die Einstellung „Layers and Perimeters“.
Nach meinem Blogbeitrag zu den Beispieleinträgen im „Slic3er“, kamen einige Fragen auf. Ich beginne mit diesem Eintrag hier nun einfach, (m)eine Deutung der Slic3er-Settings zu notieren.
Alles werde ich in einem Rutsch nicht schaffen, für Ungeduldige finden sich ja auch andere Internetseiten, die sich dieses Themas schon angenommen haben, vielleicht sogar direkt bei slic3r.org? 
Ansonsten starte ich in der Reihenfolge der Einstellungen so, wie sie das Programm vorgibt (Version 1.2.2 – 1.2.9). Soweit ich das überhaupt kann, habe ich Antworten auf einige Fragen in Artikel einfließen lassen.
Wichtig vorweg:
Fast alle Einstellungen beeinflussen das Verhalten anderer! Filamenttemperatur, Fördermenge, Schichtdicken und Geschwindigkeit – all dies spielt zusammen. Einen einzigen Tipp, der alle Probleme berücksichtigt, gibt es einfach nicht. Ebenso keine „All in one“ Einstellung. Der beste Weg ist es, sich eine einzige Einstellung zu erarbeiten und auf dieser, mit einem kleinen Testobjekt und vielen Versuchen, seine Erkenntnisse aufzubauen.
Übrigens, weil auch als Komplikation aufgetreten:
 Mit dem Diskettensymbol kann die jeweilige Einstellung unter einem beliebigen Namen gespeichert werden. Dieses Setting muss auch zwingend VOR dem Slicen ausgewählt werden! Es nützt nichts, eine Einstellung zu verändern und mit einer anderen zu arbeiten.
Mit dem Diskettensymbol kann die jeweilige Einstellung unter einem beliebigen Namen gespeichert werden. Dieses Setting muss auch zwingend VOR dem Slicen ausgewählt werden! Es nützt nichts, eine Einstellung zu verändern und mit einer anderen zu arbeiten.
Die Einstellungen:
Layer height
Dicke der einzelnen Schichten in der Horizontalen. Beim D1315 haben sich Werte zwischen 0,08 und 0,4mm als sinnvoll erwiesen. Er könnte runter bis auf 0,05mm, ich kann aber, außer einer längeren Druckzeit, keinen wirklichen Unterschied zu den 0,08mm dicken Lagen erkennen. Es ist natürlich auch möglich, daß ich einfach noch kein Objekt gedruckt habe, bei dem so feine Details notwendig waren. Über 0,4mm Dicke geht ohnehin nicht, mehr lässt die 0,4mm Düse nicht zu. Man muss eben abwägen, in welchem Zeitraum man welches Ergebnis erwartet. Ständer für Telefone oder Kopfhörer müssen theoretisch nicht besonders fein sein, bei Zahnrädern oder Gewindeteilen kann das ganz anders aussehen.
First layer height
Stärke der ersten Druckschicht.
Da der D1315 kein beheiztes Druckbett besitzt, hat er es gelegentlich gern etwas dicker. Mit 0,3 – 0,4mm hatte ich noch nie Haftungsprobleme, unterhalb 0,29mm mag es der Drucker gern ein wenig langsamer. Ein gut kalibriertes Druckbett, eine ausreichende Menge Filamentnachschub und etwas Gefühl für die Temperatur vorausgesetzt, gibt es eigentlich eher selten Probleme.
Vertical shells
Anzahl der Außenschichten.
Je mehr Schichten, desto dicker die Oberfläche des Modells Hier muss einfach vorher überlegt werden, wie grob oder fein das zu druckende Objekt.überhaupt ist. Eine dünne Wand von 0,5mm Stärke bei 0,4mm Düsenöffnung mit 4 Schichten zu drucken wird natürlich problematisch. Will ich aber am Ende, bei einem großen Modell vielleicht, noch etwas schleifen oder auch Löcher bohren, dann können auch 10 Umrundungen durchaus Sinn machen, das Modell gibt es eben vor. Bei einfachen Dingen komme ich meist mit 2 „Vertical shells“ aus, bei größeren überwiegend mit 3. Der Slicer berücksichtigt allerdings auch die Wanddicke und „denkt“ sozusagen mit. Wenn bei 1mm Wandstärke 4 „Vertikal shells“ ausgewählt wurden, reduziert er die Schichtanzahl trotzdem, um das Maß einzuhalten. Es ist mir noch nicht gelungen eine Wand zu drucken, die dünner als die 0,4mm Düsendurchmesser ist
Spiral vase
Spiralförmiges drucken.
Das Aktivieren dieser Einstellung setzt einige andere außer Kraft. Der Slicer wird damit angewiesen alles so aufzubereiten, daß praktisch mit einer einzigen Filamentspur das komplette Objekt gedruckt wird. Ein zylindrisches Modell würde, eben spiralförmig, von unten nach oben in einem Durchgang erstellt. Wenn man eine geeignete Vorlage nutzt, kann dies schon einiges an Zeit sparen, oft kann ich „Spiral vase“ allerdings nicht nutzen.
Horizontal shells
Das waagerechte Gegenstück zu „Vertical shells“, fast jedenfalls.
Hier kommt nämlich die eingestellte „Layer height“ zum Zuge. Da der Drucker in der Höhe die Schichtdicke variieren kann, ist es so möglich, in feineren Linien zu drucken. Eine 1mm starke Schicht würde bei einer „Layer height“ von 0,2mm eben in 5 Lagen gedruckt. Die untere Marke definiert der Drucker bzw. seine technischen Fähigkeiten (beim D1315 0,05mm), das Maximum der Düsendurchmesser, hier am Colido D1315 ab Werk 0,4mm. Ein vernünftiges Druckergebnis hängt auch sehr stark von der Filamentmenge ab, die während des Druckes zugeführt wird! Sehr oft ist die Qualität eines 3D-Druckes viel eher von der Filamentmenge, als der Schichtdicke abhängig.
Quality
Extra perimeter if needed
Wenn der Slicer erkennt, daß es durch die Vorgabe des Modells Lücken bzw. Löcher in den Wänden geben kann, fügt er selbstständig Schichten ein. Habe damit Unterschiede in schräg ansteigenden Wänden festgestellt.
Avoid crossing perimeters
Beim Druck das überqueren bereits erstellter Wände vermeiden. Macht gerade bei Druckern Sinn, die gerne bei Leerbewegungen Filament austreten lassen.
Detect thin walls
Zu dünne Wände werden erkannt und ggf. zusammengefasst, um druckbar zu bleiben. Habe bisher noch nicht wirklich herausgefunden, ob dies einen Unterschied macht. Vermutlich sind meine Wandstärken ohnehin immer ausreichend.
Detect bridging perimeters
Brücken sollen erkannt werden. Da dort wirklich in der Luft gedruckt wird, werden die Geschwindigkeit und die Filamentmenge angepasst und ein evtl. vorhandenmer Lüfter eingeschaltet.
Advanced
Seam position
Der Startpunkt zum erneuten Ansetzen einer Drucklinie. Es kann vorkommen, daß man innerhalb eines Modells erkennen kann, wo im nächsten Layer angesetzt wurde. Bei ungleichmäßigem Filamentfluss oder tropfendem Hotend vielleicht mal eine Linie, auch gelegentlich Lücken oder Punkte, durch unterschiedliche Ansätze ist da u. U. Abhilfe möglich.
Random
Zufälliger Punkt beim Ansetzen.
Nearest
Mit etwas Abstand starten, sinnvoll bei unsauber fortsetzenden Druckern. Kann allerdings auch zu kleinsten Lücken führen.
Aligned
Start dort, wo vorher unterbrochen wurde.
 Zur Ergänzung
Zur Ergänzung
Aus Neugier habe ich mal folgendes getestet:
Ein ganz einfaches Druckobjekt (Foto links), drei Wände von jeweils 0,3, 0,6 und 0,9mm Stärke auf einer 0,8mm Grundschicht. (.STL Datei als Zip-Archiv: 03-06-09__08)
 Erste Slicer-Einstellung:
Erste Slicer-Einstellung:
0,4mm First Layer, 0,3mm Perimeter, jeweils immer 2 Schichten Top-, Bottom und Perimeter.
 Zweite Slicer Einstellung:
Zweite Slicer Einstellung:
0,4mm First Layer, 0,3mm Perimeter, jeweils immer 4 Schichten Top-, Bottom und Perimeter.
Ergebnis:
Beide Drucke waren absolut identisch. Beim Slicen achtet das Programm also unabhängig von der Anzahl der Lagen darauf, dass die Modellmaße Prorität haben.
Per Mail wurde mir von einem Leser das Gegenteilige Ergebnis gesendet, er hatte augenscheinlich bei „Vertikal perimeter = 6“ eine 3mm dicke Wand erhalten, welche laut Zeichnung nur 1,2mm stark ausfallen sollte. Dieses Ergebnis kann ich so nicht bestätigen, vermutlich spielen da, mir noch unbekannte, Zusammenhänge der Einstellungen ein Rolle.
Wie auch immer, dies sind so meine recherchierten, experimentierten und zusammengereimten Erkenntnisse zu den „“Layers and perimeters“ beim Slic3r. Vielleicht habe ich auch das eine oder andere nicht ganz korrekt gedeutet, solange meine Druckergebnisse am Ende passen, langt’s mir
Mehr demnächst!
 Temperatur PET
Temperatur PET
























 Gelegentlich schreibe ich ja auch Beiträge über den
Gelegentlich schreibe ich ja auch Beiträge über den 











 Software zum Drucken
Software zum Drucken